Устройство и основные параметры.
Конвейер (рис.14) имеет ходовую часть с двумя тяговыми цепями 5, снабженными в каждом шарнире опорными катками. Цепи приводятся в движение приводными звездочками 7 от электродвигателя 11 через редуктор 12 и открытую зубчатую передачу 9. На противоположном конце конвейера установлены натяжные звездочки 10 с натяжным устройством 1. Катки тяговых цепей катятся по направляющим путям (рельсам) 6, прикрепленным к станине 5. Настил 4 конвейера образован из бортовых (лотковых) пластин. Конвейер загружают в любом месте рабочей ветви через одну или несколько рядом расположенных загрузочных воронок 2, а разгружают через концевую разгрузочную коробку с разгрузочной воронкой 8.
Основные параметры и размеры пластинчатых конвейеров общего назначения должны соответствовать ГОСТ 22281—76. Их выбирают из предусмотренных стандартом рядов.
В производстве освоена более узкая номенклатура конвейера данного типа. Поэтому при их выборе следует руководствоваться не только ГОСТ 22281—75, а прежде всего данными отраслевых каталогов и номенклатурных справочников.
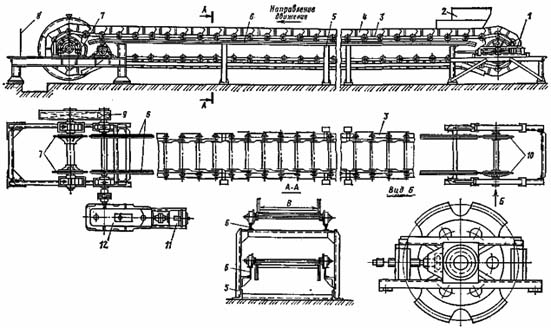
Рис. 14. Пластинчатый конвейер общего назначения
Настилы.
В конвейерах общего назначения применяют настилы шести типов, показанные на рис. 13. Плоские разомкнутые настилы (тип ПР, см. рис. 13, б) используют в конвейерах для штучных грузов; плоские сомкнутые (тип ПС, см. рис. 13, г, д) и безбортовые волнистые (тип В, см. рис. 13, е, ж) - для штучных и насыпных кусковых грузов; бортовые волнистые (тип БВ, см. рис. 13, з, и)-для насыпных и штучных грузов; коробчатые мелкие (тип КМ) и глубокие (тип КГ, см. рис. 13, м)- в основном для насыпных грузов.
Бортам настила придают трапецеидальную форму, благодаря чему увеличивается их взаимное перекрытие от основания к вершине борта. Требуемый размер перекрытия определяют из условия предотвращения просыпания груза в сторону при развороте полотна на звездочке.
Направление движения настила должно соответствовать стрелкам, показанным на рис. 13, во избежание заклинивания груза между пластинами и их повреждения.
В пластинчатых конвейерах применяют также настилы с гнездами для круглых изделий (рис. 15, а), с выпуклыми пластинами (рис. 15, б), облегчающими очистку дна, и др. Плоские настилы выполняют иногда деревянными или из полимерных материалов, но преимущественное применение получили стальные штампованные и штампосварные (см. рис. 13, г) настилы. Для мелко- и среднекусковых грузов пластины изготовляют холодной и горячей штамповкой из листовой стали толщиной до 4 мм, а для конвейеров, перемещающих тяжелые крупнокусковые грузы - из стали толщиной 5 ... 8 мм.
Жесткость пластин повышают штамповкой ребер и приваркой поперечных перегородок. Оптимальной (по отношению массы к полезному объему транспортируемого груза) является скругленная (корытообразная) форма поперечного сечения пластины, но она неудобна по условиям крепления цепей. Поэтому наибольшее распространение получили прямоугольная и трапецеидальная формы поперечного сечения. Последняя более удобна и по условиям очистки настила (минимальное налипание в углах).














